在某电子厂的一次质量事故中,2000 片 0.2mm 厚铝合金 PCB 基板因机械钻孔导致的孔位偏移报废,损失超 50 万元 —— 这暴露了传统加工在薄板领域的天然缺陷:①接触式加工的应力变形 ②孔径一致性差 ③复杂孔型加工能力缺失。而激光钻孔机的出现,为这些难题提供了系统性解决方案。
")
某头部电池厂商的实测数据显示:在 18650 电池铝箔极片加工中,激光钻孔机通过螺旋扫描路径规划,将单孔加工时间压缩至 6ms,较传统设备提升 4 倍。更关键的是,50μm 微孔的均匀分布使电解液渗透阻力降低 22%,电池快充速度从 0-80% 需 1.5 小时缩短至 50 分钟。
某新能源车企在铝合金电池托盘加工中,采用 100W 光纤激光钻孔机实现 φ3mm 减重孔的密集加工(孔间距 5mm),单托盘加工时间仅 3 分钟,较电火花加工提升 5 倍。经 CAE 分析,该结构件强度保持率达 98%,但重量减轻 15%,相当于每辆车续航提升 8km。
|
成本项 |
机械钻孔(月均) |
激光钻孔(月均) |
差值 |
|
钻头损耗 |
12000 元 |
2000 元 |
-10000 元 |
|
去毛刺人工 |
8000 元 |
0 元 |
-8000 元 |
|
不良品损失 |
15000 元 |
3000 元 |
-12000 元 |
|
合计月省 |
- |
- |
30000 元 |
在某航空发动机叶片加工中,飞秒激光钻孔机通过超短脉冲能量控制(脉冲宽度 500fs),在镍基高温合金上实现直径 100μm 的深孔(深径比 10:1)加工,孔壁粗糙度 Ra≤0.6μm,较电火花加工提升 3 个等级。该技术使叶片在 1200℃高温下的冷却效率提升 18%,发动机寿命延长 2000 小时。
某航天科研机构加工 0.2mm 厚铝锂合金蜂窝板时,采用紫外激光钻孔机搭配 CCD 视觉定位系统,实现 ±5μm 的孔位精度 —— 相当于在 A4 纸上打 10000 个孔,偏差不超过一根头发丝(75μm)。这种精度确保了卫星太阳能板的严丝合缝,在太空极端温差(-200℃~150℃)下无应力开裂。
某高端手机品牌的钛铝合金中框散热孔,采用波长 355nm 的紫外激光钻孔机加工,实现 0.2mm 直径孔的边缘无碳化、无毛刺,配合后续阳极氧化工艺,孔口光泽度与机身一致性达 99%。这种 “隐形加工” 技术,让精密孔洞成为工业设计的一部分而非瑕疵。
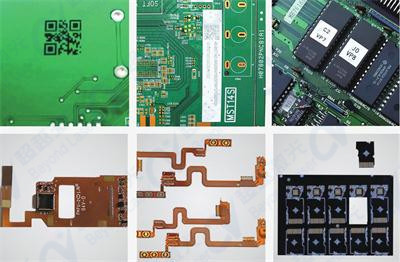
在某电路板厂商的高阶 HDI 板生产中,CO₂激光钻孔机实现 50μm 盲孔的批量加工,孔底铜箔损伤率<0.5%,较传统机械钻孔提升 10 倍良率。该技术支持 10 层以上高密度电路板,为 5G 手机的小型化提供了关键支撑。
1.材料厚度匹配表:
|
板材厚度 (mm) |
推荐激光器类型 |
功率范围 |
孔径范围 |
典型应用 |
|
0.05-0.3 |
紫外 / 飞秒激光器 |
20-50W |
20-100μm |
手机中框、极片 |
|
0.3-1.0 |
脉冲光纤激光器 |
50-150W |
50-500μm |
汽车结构件、PCB |
|
1.0-2.5 |
高功率光纤激光器 |
150-500W |
200-2000μm |
航空航天部件 |
2.产能测算公式:
单日产能(孔)= 工作时间(8h)×3600s × 加工速度(孔 /s)× 设备利用率(85%)
例:选择 100 孔 /s 的设备,日产能≈260 万孔
3.投资回报速算表:
|
行业 |
单孔加工成本(机械) |
单孔加工成本(激光) |
年加工量 |
年节省成本 |
|
汽车零部件 |
0.08 元 |
0.03 元 |
5000 万孔 |
250 万元 |
|
电子元件 |
0.15 元 |
0.06 元 |
3000 万孔 |
270 万元 |
1.全链路智能化:
部分新型号激光钻孔机搭载的 IoT 系统,可实时采集 200 + 加工参数,通过云端 AI 分析实现预防性维护,将设备停机时间降低 40%。
2.材料兼容性突破:
针对 CFRP/Al 叠层材料的激光钻孔技术已进入量产阶段,通过脉冲能量梯度控制,解决了碳纤维层的分层难题,加工效率达传统工艺的 3 倍。
3.绿色制造升级:
采用能量回收技术的激光钻孔机,待机功耗降至 30W,搭配烟尘净化一体装置,符合国际环保认证要求。
当 “精度” 成为制造业的核心竞争力,激光钻孔机不再是单纯的加工设备,而是企业突破产能天花板、抢占高端市场的战略装备。无论是追求极致效率的汽车产线,还是苛求零缺陷的航天制造,选择适合的激光钻孔机方案(设备选型 + 工艺优化 + 智能化升级),正在成为决定企业未来 5 年竞争力的关键一步。

微信公众号

手机微网站




深圳市超越激光智能装备股份有限公司 粤ICP备11096299号 安全联盟  粤公网安备 44030702002291号
粤公网安备 44030702002291号
【免责声明】网站内容部分来自网络.若有侵权行为请告知网站管理员.本网站将立即给予删除【版权声明】若无告之盗用本站信息,违者必究,决不姑息!

![]()

![]()