陶瓷材料(莫氏硬度7-9级)的高硬度与低韧性,使其成为 “难加工材料” 典型代表。传统机械钻孔面临三大核心问题:
刀具损耗严重:硬质合金钻头加工500孔后磨损率超20%,更换成本占加工费用的40%;
加工效率低下:单孔加工耗时>1秒,且需频繁停机换刀;
良品率不足:材料崩裂、孔偏斜等问题导致平均良品率仅60%-70%。
激光钻孔机以非接触式加工优势实现技术颠覆:
无机械应力损伤:通过激光能量汽化材料,避免传统加工的裂纹风险;
微米级精度控制:配合高精度运动系统,位置精度可达±1μm,孔径一致性误差<1%;
柔性化加工能力:无需更换物理刀具,可在数秒内切换0.05-2mm孔径的加工任务。
1.激光器类型与适用场景:
|
激光器类型 |
波长 |
最小孔径 |
加工速度 |
热影响区 |
典型应用材料 |
|
CO₂激光器 |
10.6μm |
0.1mm |
80-150 孔 / 秒 |
50-100μm |
氧化铝、氮化铝 |
|
紫外激光器 |
355nm |
0.05mm |
50-100 孔 / 秒 |
5-10μm |
氧化锆、氮化硅 |
|
超快激光器 |
532nm/355nm |
0.02mm |
20-50 孔 / 秒 |
<5μm |
金刚石膜、碳化硅 |
2.运动控制系统:
直线电机驱动:定位精度 ±2μm,重复定位精度 ±1μm,适合 0.1mm 以下微孔的高精度加工;
振镜扫描系统:加工速度>200 孔 / 秒,支持平面内任意孔型的快速成型,适用于阵列孔批量加工。
3.辅助系统优化:
真空吸附平台:采用多孔陶瓷吸附板,将 0.2mm 超薄陶瓷基板的翘曲变形控制在 ±5μm 以内;
烟尘净化装置:配备 HEPA 过滤系统,对 0.3μm 以上颗粒的过滤效率达 99.97%,保障加工环境清洁。
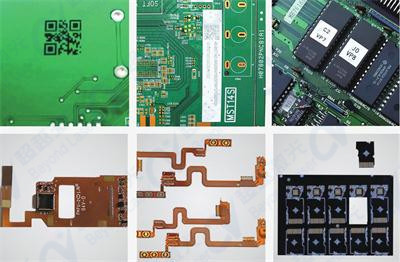
1.电子陶瓷基板加工(96% 氧化铝,厚度 0.5mm):
孔径需求:0.15mm,孔间距0.3mm,阵列孔数量5000个/片
设备配置:紫外激光器+直线电机平台+视觉对位系统
工艺参数:脉冲能量3mJ,频率80kHz,辅助气压8bar(氮气)
加工效果:单片加工时间8分钟,孔径一致性±3μm,无崩边、无熔渣残留
2.航空航天陶瓷部件加工(氮化硅,厚度 2mm):
孔径需求:0.3mm,深径比10:1,孔壁粗糙度Ra≤2μm
设备配置:CO₂激光器+多轴联动系统+旋转工作台
工艺参数:脉冲能量10mJ,频率50kHz,采用螺旋扫描路径(每圈偏移0.02mm)
加工效果:深孔直线度误差0.05%,出口崩裂率<0.5%,满足航空级精度要求
3.新能源陶瓷隔膜加工(氧化锆,厚度 0.1mm):
孔径需求:80μm,孔密度2000孔/cm²,均匀性误差<5%
设备配置:超快激光器+高速振镜+自动纠偏系统
工艺参数:脉冲宽度50ps,频率200kHz,离焦量-0.1mm(深孔成型)
加工效果:单孔加工时间0.5ms,无热变色,透气率波动<2%
")
1.明确加工目标:
精度优先(如0.05mm超微孔):选择紫外/超快激光器+直线电机平台,搭配±1μm精度的视觉对位系统;
效率优先(如万孔级批量生产):选择CO₂激光器+振镜扫描系统,关注设备的自动上下料与产能匹配能力。
2.考察设备稳定性:
激光器寿命:主流CO₂激光器寿命≥10,000小时,紫外激光器≥20,000小时;
温度控制:需配备恒温冷却系统(温度波动≤±1℃),避免光路漂移影响加工精度。
3.隐性成本考量:
维护便利性:选择模块化设计设备(如可拆卸式激光头,维护时间缩短50%);
能耗成本:对比不同设备的功率消耗(如某款设备每小时耗电 15kWvs.25kW),年差值可达数万元。
1.智能化加工升级:

微信公众号

手机微网站




深圳市超越激光智能装备股份有限公司 粤ICP备11096299号 安全联盟  粤公网安备 44030702002291号
粤公网安备 44030702002291号
【免责声明】网站内容部分来自网络.若有侵权行为请告知网站管理员.本网站将立即给予删除【版权声明】若无告之盗用本站信息,违者必究,决不姑息!

![]()

![]()